一、焊接吊车梁的翼缘板宜用一层钢板,当采用两层钢板时,外层钢板宜沿梁通长设置,并应在设计和施工中采取措施使上翼缘两层钢板紧密接触。
二、支承夹钳或刚性料靶硬钩吊车以及类似吊车的结构,不宜采用吊车桁架和制动桁架。
三、焊接吊车桁架应符合下列要求:
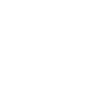
1、在桁架节点处,腹杆与弦杆之间的间隙a不宜小于50mm,节点板的两侧边宜做成半径r不小于60mm的圆弧;节点板边缘与腹杆轴线的夹角θ不应小于30°(图1);节点板与角钢弦杆的连接焊缝,起落弧点应至少缩进5mm(图1a);节点板与H形截面弦杆的T形对接与角接组合焊缝应予焊透,圆弧处不得有起落弧缺陷,其中重级工作制吊车桁架的圆弧处应予打磨,使之与弦杆平缓过渡(图1b)。
2、杆件的填板当用焊缝连接时,焊缝起落弧点应缩进至少5mm(图1c),重级工作制吊车桁架杆件的填板应采用高强度螺栓连接。
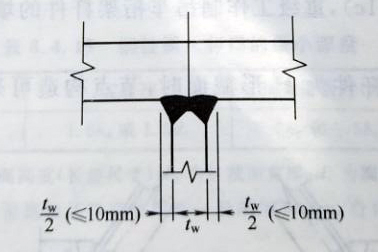
3、当桁架杆件为H形截面时,节点构造可采用图2的形式。
图1 吊车桁架节点(一)
图2 吊车桁架节点(二)
四、吊车梁翼缘板或腹板的焊接拼接应采用加引弧板和引出板的焊透对接焊缝,引弧板和引出板割去处应予打磨平整。焊接吊车梁和焊接吊车桁架的工地整段拼接应采用焊接或高强度螺栓的摩擦型连接。
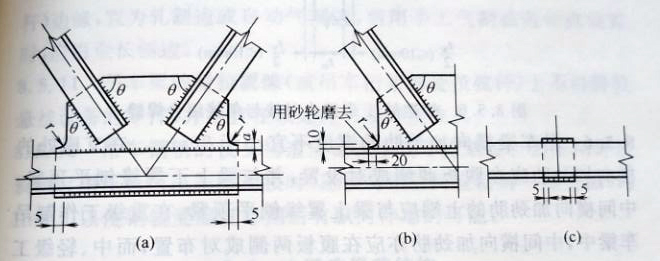
五、在焊接吊车梁或吊车桁架中,对7.1.1条中要求焊透的T形接头对接与角接组合焊缝形式宜如图5所示。
图5 焊透的T形接头对接与角接组合焊缝
六、吊车梁横向加劲肋的宽度不宜小于90mm。在支座处的横向加劲肋应在腹板两侧成对设置,并与梁上下翼缘保平安顶紧。中间横向加劲肋的上端应与梁上翼缘刨平顶紧,在重级工作制吊车梁中,中间横向加劲肋亦应在腹板两侧成对布置,而中、轻级工作制吊车梁则可单侧设置或两侧错开设置。
在焊接吊车梁中,横向加劲肋(含短加劲肋)不得与受拉翼缘相焊,但可与受压翼缘焊接。端加劲肋可与梁上下翼缘相焊,中间横向加劲肋的下端宜在距受拉下翼缘50~100mm处断开,其与腹板的连接焊缝不宜在肋下端起落弧。
当吊车梁受拉翼缘(或吊车桁架下弦)与支撑相连时,不宜采用焊接。
七、直接铺设轨道的吊车桁架上弦,其构造要求应与连续吊车梁相同。
八、重级工作制吊车梁中,上翼缘与柱或制动桁架传递水平力的连接宜采用高强度螺栓的摩擦型连接,而上翼缘与制动梁的连接,可采用高强度螺栓摩擦型连接或焊缝连接。
吊车梁端部与柱的连接构造应设法减少由于吊车梁弯曲变形而在连接处产生的附加应力。
九、当吊车桁架和重级工作制吊车梁跨度等于或大于12m,或轻、中级工作制吊车梁跨度等于或大于18m时,宜设在辅助桁架和下翼缘(下弦)水平支撑系统。当设在垂直支撑时,其位置不宜在吊车梁或吊车桁架竖向挠度较大处。
对吊车桁架,应采取构造措施,以防止其上弦因轨道偏心而扭转。
十重级工作制吊车梁的受拉翼缘板(或吊车桁架的受拉弦杆)边缘,宜为轧制边或自动气割边,当用手工气割或剪切机切割时,应沿全长刨边。
十一吊车梁的受拉翼缘(或吊车桁架的受拉弦杆)上不得焊接悬挂设备的零件,并不宜在该处打火或焊接夹具。
十二吊车钢轨的接头构造应保证车轮平稳通过。当采用焊接长轨且用压板与吊车梁连接时,压板与钢轨间应留有一定空隙(约1mm),以使钢轨受温度作用后有纵向伸缩的可能。
|